Core materials for sandwich panels
PowerPoint
papers
Index

| Composites Design and Manufacture (Plymouth University teaching support materials) Core materials for sandwich panels |
Lecture PowerPoint |
Review papers |
Subject Index |
|
Key text: D. Zenkert, Introduction to Sandwich Construction, EMAS Publishing, 1 April 1995 (no joke!) ISBN-13: 978-0947817770. Free 454 page download.
Comparative Data for Some Sandwich Core Materials (Table 2-8 at book page 75, PDF page 88) in Eric Greene Associates "Marine Composites - second edition"
DIAB Sandwich Technology core selecton guide
When a beam/panel is loaded in bending, the flexural rigidity of the component can be increased by splitting the monolithic composite into two skins and including a core materials between these two skins to produce a sandwich structure. The key requirements for the core are normally the shear modulus and strength and compressive modulus. Light-weight, acoustic insulation and thermal insulation often result from the addition of the core. For sandwich panels with skins of constant thickness (each t/2) referenced to a monolithic panel of flexural rigidity 1, the use of a core of thickness t gives a flexural rigidity of 12 and a core of thickness 3t gives a flexural rigidity of 48 [1]. Cripps [2] and Alcan Composites [3] have presented a useful introductions. A variety of materials find application as the core in composite sandwich structures:
Polymeric foam cores
Foams are one of the most common forms of core material and may be either closed cell or open cell. Thickness is normally between 5mm and 50mm. The density may range from as low as 30 kg/m3 to more than 400 kg/m3. For composite structures, the most commonly used densities for composite structures range from 40 to 200 kg/m3. In alphabetical order, the principal types are:
Polyethylene terephthalate (PET) foams are easily machined and thermoformed and can be used with polyester, vinylester and epoxy resins or with thermoplastic polymers. They have good compression strengths and moduli, fatigue resistance, creep characteristics and thermal stability to 150ºC. Commercially available materials include Airex® T90.
Polymethacrylimide (PMI) foams combine the highest overall strength and stiffness for foam cores of a given density with high dimensional stability, high fatigue life and can be used at elevated temperatures. The downside is the high cost which has limited their use to high performance composite components: helicopter rotor blades, ailerons and stringer profiles in pressure bulkheads. Commercially available materials include Rohacell.
Polystyrene (PS) foam is used extensively in surf board manufacture as they are light weight (40 kg/m3), low cost and easy to shape although the mechanical properties are relatively poor. The styrene in polyester resin systems acts as a solvent for these materials and hence they are normally used with epoxy resins.
Polyurethane (PU) foam [1, 4] is available as both thermoplastic and thermoset materials due to the wide range of precursors (isocyanates and polyols) which can be used to make the polymer. It is generally inexpensive but usually has poor mechanical properties. It can be foamed in-situ between preformed laminate skins, but appropriate precautions should be taken when handling the isocyanate. Commercial products include Kapex C51 sheet.
Polyvinylchloride (PVC) closed cell foams [5] are commonly used as core materials for high performance sandwich structures. They are usually a hybrid of PVC and polyurethane rather than pure PVC. They offer a balance of static and dynamic properties with good resistance to water absorption and a wide operating temperature range (typically -240°C to +80°C). They have resistance to styrene which permits their use with polyester resins. They are supplied in two types: uncrosslinked (also known as linear) and crosslinked. Uncrosslinked foams are flexible, tough and can be easily thermoformed but have lower mechanical properties, lower resistance to elevated temperatures and to styrene than the equivalent cross-linked PVC. The cross-linked foams are harder, relatively brittle and less susceptible to softening when hot. Cross-linked PVC foams should be sealed with a resin coating before use with low-temperature curing prepregs. PVC foams are available in two basic forms:
Other synthetic polymers used for foam cores include StyreneAcryloNitrile (SAN, e.g. CorecellTM).
3A Composites have introduced The Hybrid Core Concept® to produce an exact match to their customers requirements resulting in a sandwich design that is often both lighter and of lower cost. The Hybrid Core Concept® permits optimisation of a sandwich design for sustainability (e.g. carbon footprint over the entire life cycle):
Syntactic cores
Syntactic foam is a lightweight composite consisting of hollow spheres in a
resin matrix. These hollow spheres are normally polymeric or glass and typically
have diameters in the range 10 to 200 microns. They generally have a high
compressive strength-to-weight ratio with densities ranging from 300 kg/m3
to 550 kg/m3.
Commercial products include Asia
Pacific Microspheres, Bryte
BryteCor,
CRG Industries Advantic,
Emerson Cuming Eccolite and Syntac
and 3M
Scotch-Core syntactic film.
Wood cores [6-10]
End Grain Balsa (EGB) is an ultra-light wood product with one of the highest strength to weight ratios for a core material [6]. The balsa plant grows from a seedling to a mature tree in 4-6 years and reaches heights up to 90 feet before dying [7]. Mature trees are milled, kiln dried, sorted by density and quality and then assembled into blocks for conversion into core materials. The closed cell structure imparts high compressive (and hence high resistance to crushing) and shear stiffness and strength to a sandwich panel. In the end grain configuration, balsa has the ability to handle dynamic loads with high resistance to fatigue. Lightweight, closed cell end-grain balsa is a good thermal and acoustic insulator. The sandwich core is claimed to be environmentally friendly and waste can be disposed of as land fill or incinerated [7].
End-grain balsa core material enjoys wide usage in sandwich composite applications, although some question the logic of using a wood product in the marine environment [10]. The potential for moisture ingress is both real and unavoidable. A spate of "failed" marine surveys of balsa-cored fibreglass pleasure boats due to "high" moisture content started appearing in the year 2000. A study was undertaken to characterise the physical properties of balsa core (in E-glass/epoxy pre-preg sandwich laminates) as a function of moisture content, using calculated amounts of water introduced through holes milled through the facings. After equilibration (water saturation), physical testing revealed modest reductions in strength (~20%) and in modulus (~25%), for both shear and flatwise tension. A second study to simulate a marine hull sandwich section with an unprotected through-hole fitting showed a 25-fold greater rate of water absorption after 339 days immersion in sea water for the open-kerf network of hand lay-up processing compared with a vacuum-infused panel. A third study subjected radiussed sandwich panels of both end-grain balsa and cross-linked PVC foam cores, with open-kerf networks and filled with water, to 30 freeze-thaw assaults. None of the panels delaminated, and the flatwise tensile property reductions were similar to those obtained for the first study.
Sara Black, Getting To The Core Of Composite Laminates - a wealth of low-cost core solutions are available for high-performance sandwich structures, Composites Technology, October 2003, 9(5), 24-29.
What is Nida-Core rigid-elastic technology (end-grain balsawood), Professional BoatBuilder special advertising supplement, June/July 2005, (95).
ProBalsa end grain balsa wood panels are a naturally recurring Ecuadorian resource. The balsa plant grows from a seedling to a mature tree in 4-6 years and reaches heights up to 90 feet before dying. Mature trees are milled, kiln dried, sorted by density and quality and then assembled into blocks for conversion into ProBalsa. ProBalsa core sandwich is environmentally friendly and waste can be disposed of as land fill or incinerated.
Suppliers include Baltek/ContourKore and ProBalsa.
There is increasing interest in cork [11-17] as a core material for sandwich panels. Unlike balsa, which uses material from inside the tree trunk, cork is harvested by periodically stripping the bark from stems and branches over the whole lifetime of the tree. Cork oak (Quercus suber L.) woods are ecologically sensitive and are important elements of the local economy due to high market value of the bark. However, stripping bark imposes stress on the plant by (a) increasing losses of water, (b) responses required in the healing mechanisms, (c) increased vulnerability to pathogens and (d) reduced resisrtance to wildfires. Oliviera and Costa [12] conclude that it "is still not possible to evaluate the effect of cork stripping on the (productive) tree life and sustainable exploitation has scarcely more than an empirical basis".
Rives et al [13] analysed the various stages and operations involved in forestry management for cork production. Between 66% and 76% of the environmental impacts were caused by the stripping stage, while between 17% and 28% was caused by the shrub clearance and road maintenance stage. The paper includes data for 11 Environmental Impact Classification Factors (EICF). Rives et al [18] have presented an environmental analysis of the production of cork granulates using the life-cycle assessment (LCA) methodology. They identified trituration (59-69%) and classification and sieving (26-36%) as the operations which contribute between 90-97% of the environmental impact of granulate production, and that 35% of the initial raw material became dust during production. The paper includes Tables of values for 12 EICF for each of black and white cork production. Transport of the raw materials currently has minimal effect on the system because of the local scale of the industry. Environmental Impact Classification Factors for cork extraction and granulate processing are summarised on a separate page.
Carbon foam
Yuan et al [19] mixed flour, yeast and waster as if making bread, baked the dough, then carbonised the product in a laboratory furnace to produce a mechanically stiff foam which can shield against electromagnetic interfenece and has lower flammability than previous carbon foams.
Honeycomb and corrugated cores [20-22]
Many different materials may be used for honeycomb cores with the most common being aluminium, paper or polymers. Honeycomb cores are made by selectively bonding layers of scored material and then expanding the stack to produce a regular cellular structure. Alternative routes for their manufacture include corrugation followed by bonding and the extrusion of thermoplastics.
Aluminium yields on expansion to give a permanent deformation when the honeycomb is expanded. However, do remember that galvanic corrosion may occur if carbon fibres are in contact with aluminium in a moist environment.
The paper materials may be dipped in a thermosetting resin which is then cured to hold the shape. In high-performance composites, an aramid fibre (Nomex) paper is often used as the precursor for such cores. The high price is usually justified where the high specific stiffness and strength are required. Densities are normally in the range 20-200 kg/m3. The in-plane properties of honeycombs vary with direction: the double cell walls associated with the interlayer bonding run in the length direction. The most common cell shape is hexagonal, but other structures are also available including under-expanded, over-expanded (e.g. Hexcel Ox-Core) or square, HexWeb Aluminium® or Non-Metallic® Flex-Core or Ultracor UltraFlex. For more information, see the Hexcel Composites HexWeb® Honeycomb Selector Guide [23].
A recent development is auxetic structures [24-26] where the re-entrant cell produces a structure that expands in the two orthogonal directions when subjected to uniaxial tension (see Figure below). When the sheet is bent on one axis the hexagonal materials tend to adopt an anticlastic curvature, while auxetic structures are especially good for forming onto synclastic curvature. A variety of often re-entrant or chiral structures achieve this effect, as in the animations below from Rod Lakes (University of Wisconsin) webpage on Negative Poisson's ratio materials:
 ............
............
Re-entrant (left) and chiral (right) auxetic (negative Poisson's ratio) structures (from Rod Lakes webpage)
Lattice webs
(to follow)
Alternative technologies
Parabeam® 3D glass fabric is woven from E-glass yarn and consists of two deck-layers bonded together by vertical piles. These piles are woven into the deck-layers thus forming an integral sandwich structure. When the Parabeam® is impregnated with a thermoset resin, the fabric absorbs the resin and due to the capillary forces of the piles, the fabric rises to the preset height. In this one-step process a lightweight and strong sandwich laminate is formed that offers excellent mechanical properties.
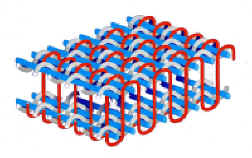
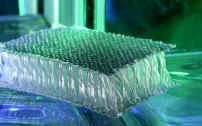
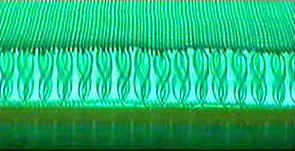
Parabeam® 3D glass fabric: deck-layers
interconnected by vertical plies (left), panel sample (centre) and side view
(right),
(from the Parabeam b.v. webpage).
Alcan Composites supply a variety of "bulker mats" which
consist of a lofty layer of synthetic fibre with embedded microspheres. As
a saturated core material, these bulker mats can build laminate thickness
quickly with reduced resin and glass usage and hence save both weight and
labour. Lantor Coremat® contains randomly-oriented, non-continuous
polyester non-woven fabric and microspheres.
Lantor Finishmat®
provides an excellent surface finish for all products made in closed mould
processes. Lantor SORIC®
is designed for use in closed molding (resin infusion) processes, being both a
resin transfer medium and a core material.
Commercial sources for core materials are listed in the
supplier
directory.
References
Further reading