Reinforcement fabrics
PowerPoint
papers
Index

| Composites Design and Manufacture (Plymouth University teaching support materials) Reinforcement fabrics |
Lecture PowerPoint |
Review papers |
Subject Index |
|
Contents of this page:
The terms "drape" and "conformability" are currently used interchangeably within the composites industry, with no clear definition for either term. The Textile Institute Terms and Definitions [1] offers:
New definitions that might usefully be adopted by the reinforcements industry for drape and conformability respectively have been proposed:
|
Definitions |
Conformability |
The ability of a fabric to be shaped to closely follow a contoured surface with the assistance of an operator or of mechanical devices. |
Drape |
The natural ability of a fabric to conform to a curved surface without assistance. Suitable test methods may include ASTM D1388, ASTM D4032, ASTM D5732, BS 3356 or BS5058. |
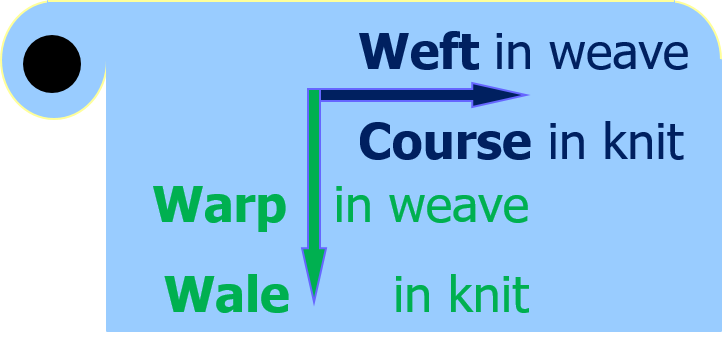
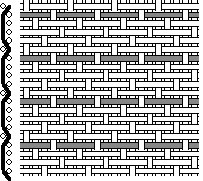
Woven fabrics normally consist of two sets of interlaced orthogonal fibres produced on a loom. The warp fibres run along the length of the roll of cloth, while the weft fibres run across the roll. When the shuttle passes alternately right-to-left then left-to-right, there is continuity between adjacent weft fibres known as a self-finishing edge (selvedge).
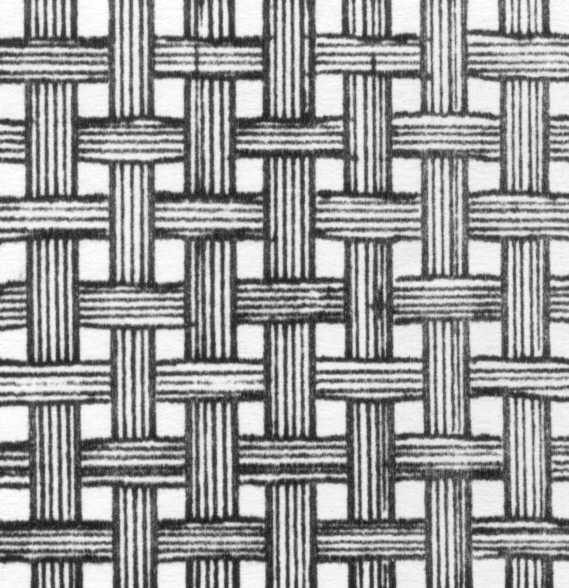
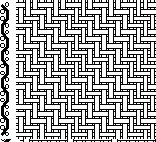
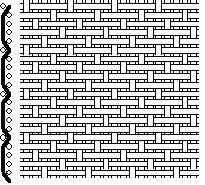
When used for the reinforcement of composites, these textile fabrics are normally woven in one of the three styles represented below. [NRLP] indicates Figures drawn by Neil Pearce.
| plain weave: | twill weave [NRLP]: | 5-harness satin weave [NRLP]: |
 |
 |
 |
Crimp is defined [1] as "the waviness of a fibre" and is normally expressed numerically as either "the number of waves or crimps per unit length" or "the difference in distance between points on the fibre as it lies in a crimped condition and the same two points when the fibre is straightened under suitable tension". The mechanical properties of composites reinforced with these fabrics increase as the crimp decreases, but drape and in-plane permeability normally decrease as the crimp decreases. See the Carr Reinforcements website for a comparison of the properties of different weave styles.
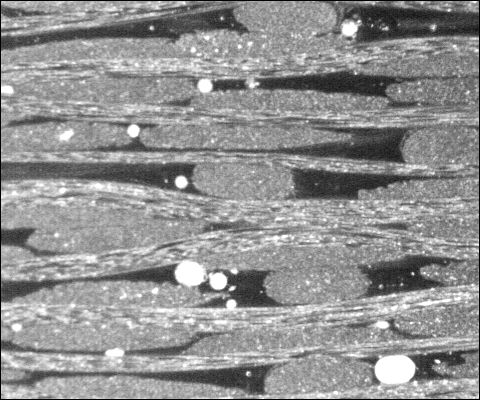
To improve the in-plane permeability of twill or satin fabrics, flow-enhancement tows (FET) may be introduced as in, for example, Hexcel Injectex fabrics:
| 5-harness satin weave with flow enhancement tows, (eg Brochier Injectex) [NRLP] | optical micrograph of Injectex fabric reinforced composite | digitally enhanced partial cross-section
of the composite micrograph [by Paul Russell - PMS] |
 |
 |
 |
The colour-coded image shows the normal horizontal tows normal to the plane of the image (green), one flow-enhancing tow normal to the plane of the image (blue) and transverse tows (red). Note the lenticular shape of the normal tows, the elliptical shape of the flow-enhancing tow and the large resin rich area adjacent to the flow-enhancing tow. An alternative approach to flow-enhancement was developed in a collaboration between Carr Reinforcements and the University of Plymouth (EPSRC Grant GR/K04699). The effect of fibre clustering and the consequent resin-rich regions is discussed under mesomechanics.
A fabric with an equal number of weight of tows in the two orthogonal directions is described as balanced. For some applications, the majority of fibres may be oriented in one direction (usually the warp for structural reasons) with a small quantity of lighter fibres at 90° (usually the weft) to produce a unidirectional fabric. There is no definitive transition point from an unbalanced fabric to a unidirectional fabric with figures of between 75-90% [3a], 80% or more [3b] or at least 95% [3c] used for the fibre weight in the principal direction. An alternative definition is "A fabric having reinforcing fibres in only one direction" [4].
Dominik et al [5] have introduced a novel weaving technology to create spherically curved woven fabrics on conventional weaving machines. The technology makes possible the fabrication of double curved fabrics without the cutting and draping processes normally needed FRP component reinforcements. The study includes mathematical models capable of calculating the required 3D surfaces for these fabrics. This technologypotentially offers improved quality and structural integrity of the final products.
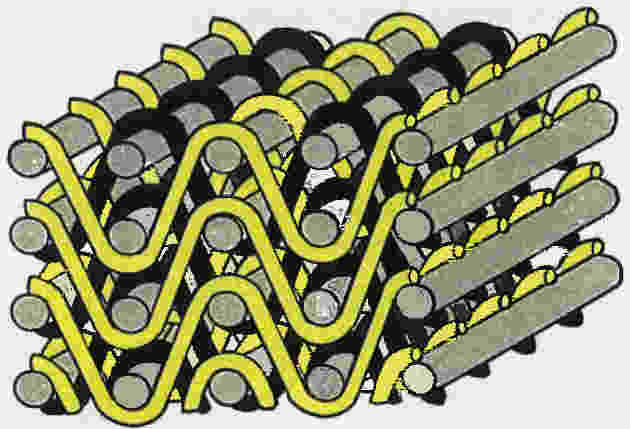
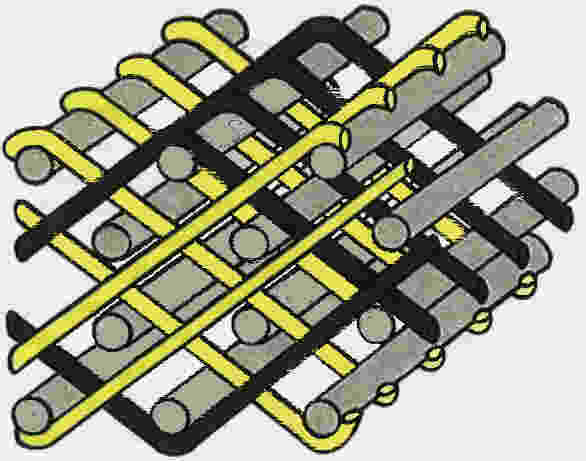
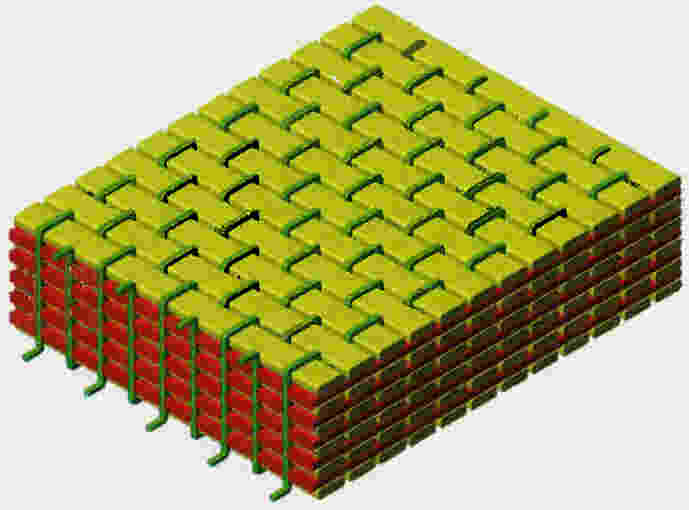
Whilst the vast majority of woven reinforcements are in the form of two-dimensional planar fabrics with orthogonal fibres, it is also possible to produce triaxial weaves (fibres at 0, ±60°). There is increasing interest in 3-D textile reinforcements which find application primarily as preforms for Liquid Composite Moulding processes. Bogdanovich and Mohamed [6] have published a well-illustrated review of three-dimensional reinforcements in which they make a clear distinction between 3D interlock weave (either layer-by-layer or angle-interlock, with binder fibres crossing more than one tow) and 3D orthogonal non-crimp weave (with binder fibres running at 90° to the two other sets of tows).
| Layer-to-layer interlock 3D weave | Angle-interlock 3D weave | Orthogonal non-crimp 3D weave | ||
 |
 |
 | ||
| Images are reproduced from reference [6] by kind permission of Alexander Bogdanovich at 3TEX Inc. | ||||
Braiding is defined by the Textile Institute [1] as "the process of interlacing three or more threads in such a way that they cross one another and are laid in a diagonal formation", and is the subject of four books [7-10]. Flat tubular or solid constructions may be formed in this way. A typical braiding machine operates using a "maypole" action whereby half of the yarn carriers rotate on a clockwise path whilst weaving in and out of the remaining 50% of the yarn carriers which are following a counter-clockwise path. In the tubular braided reinforcement, each fibre follows a helical path around the principal axis of the braid. Ayranci and Carey [11] have reviewed the use of 2-D braided composites for stiffness critical applications, while Li et al [12] considered 3D braiding technology. Hu and Gu [13] considered impact damage to braided composites .
The modelling of the mechanical properties of textile braids has been considered by a number of authors [e.g. 11-18].
Weft-Insertion Warp-Knit or Warp-Insertion Weft-Knit (WIWK)
Bellara [19] states that "yarn in a knitted fabric follows a meandering path forming symmetric loops". This produces a fabric with more elasticity (more easily stretched) than woven counterparts. The fabric is considered to consist of courses (the horizontal row of loops) and wales (the vertical lines). In warp knitting each stitch within a row has a separate thread, while in weft knitting there is one yarn per row. Warp knitting is harder to unravel, while weft knitting produces more elastic fabrics.
Raz [20] considers warp knitting to be by far the most versatile fabric production system in textiles. Warp knitted fabrics can be produced flat, tubular or three-dimensional, to be elastic or stable, and with an open or closed structure. Fabric width can be over 6 m wide without seams (or a multiple of this width if it is a net construction). Warp knitting machines are divided in two categories: tricot machines and Raschel machines. Raschel machines are normally used for the production of technical textiles. Stitch-bonding machines are regarded as a special form of warp knitting machines, especially suited for the manufacture of technical textiles, non-wovens and composites. The principle of weft insertion in warp knitting involves the insertion of the reinforcement fibres in parallel across the whole width of machine. According to Raz [20], the advantages of weft insertion systems are:
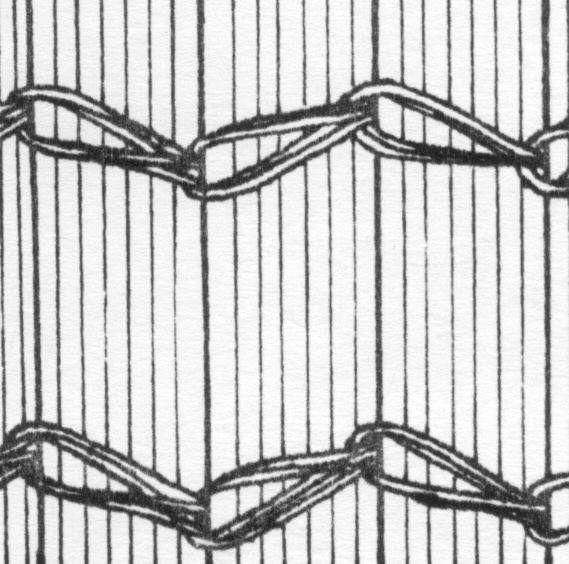
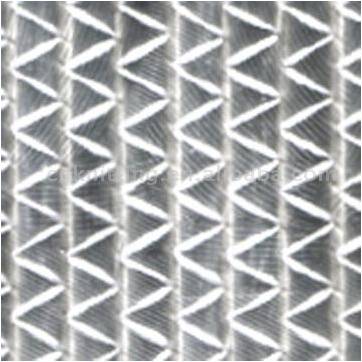
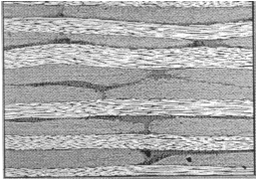
Stitched fabrics use a lightweight fibre as a loop (left-hand figure below) sewn or knitted around the reinforcement tow to create the fabric (photograph of a real reinforcement at centre figure below). The fabrics may be just a single layer, or multiple layers. A multi-layer fabric may be biaxial (0°/90° or ±45° cross-plied for two layers, or 0°/90°/0° for three layer with two parallel layers) or multi-axial (e.g. triaxial as 0°/+45°/-45° or quadriaxial as 0°/+45°/-45°/90°). The reinforcement tow remains aligned in the plane without crimp (so these reinforcements are commonly referred to as non-crimp fabrics (NCF)). In consequence, they have the potential for a higher fibre orientation distribution factor than for a woven fabric and each layer can pack as a unidirectional with the possibility of higher fibre volume fractions (see photograph of a cross-section at right-hand figure below). It is important that full consideration is given to selection of the stitching fibre as poor resin penetration or a poor bond to this thread could be a precursor to laminate failure.
| detail of the stitch | photo of real fabric with zigzag stitches | cross-section of laminate |
 |
 |
 |
The concept of knitting net-shape preforms for complex components dates back many years. Knitting can producereinforcement preforms with negligible waste of the fibre. Marvin knitted rocket nose cones back in the 1960s [21-23]. The introduction of digital control has caused a step-change in near-net preform production [24].
Preform Technologies, based in Derby, completed a two-year Knowledge Transfer Partnership (KTP) project with the University of Derby in 2017 which modified and adapted a Stoll CMS 822 HP v-bed weft (flat) knitting machine to retain its full functionality while knitting carbon fibre preforms [25].
The Manufacture of Structural Composites using Embroidery Techniques (MASCET) project investigated both Cornely and Schiffli embroidery techniques for enhanced local reinforcement of substrate preforms for liquid moulding processes. The project developed three technical demonstrators, (i) an automotive spacesaver wheel, demonstrating reduced weight over its steel equivalent; (ii) a generator drive end frame, demonstrating waste and assembly time reduction, plus weight saving over the conventional alloy part; and (iii) a patch reinforcement to strengthen the safety belt anchorage points on a prototype automotive floorpan [26].
Morris et al [27] investigated the effects of embroidery parameters upon processing and mechanical properties of Cornely embroidered quasi-unidirectional reinforcement which improved control of the reinforcement microstructure and achieved marginal improvements in mechanical properties. The technique has only attracted limited further publications [e.g. 28-30].
Adhesively-bonded reinforcements
There are a variety of "reinforcements" in which the fibres are held together by an adhesive or polymer ranging from those held together with a small proportion of binder through semi-preg to fully pre-impregnated (pre-preg) materials. These include:
References
Further Reading