Resin infusion under flexible tooling (RIFT) covers a range of processes
similar to Resin Transfer Moulding (RTM) where one of the mould faces is replaced by a polymer film or
by a thin composite
"splash" mould tool. The process is reviewed in several papers [1-8]. Schillfahrt [9] observed that while RTM gives a reproducible panel thickness, RIFT gives a reproducible fibre volume fraction. Summerscales and Searle [3] proposed that four variants on the resin infusion process could
be considered to form a continuum bridging the gap between RTM and prepreg/autoclave
techniques:
| RIFT_1 | In-plane flow parallel to the layers of reinforcement |
- RIFT1: in-plane flow parallel to the layers of reinforcement

Figure 1: Schematic representation of the resin infusion in-plane flow process
[the bagging film
(above) and mould tool (below) are omitted for clarity].
AHC have introduced a new reusable "Morphing Runner" system, a seamless built in resin flow path within a reusable vacuum membrane, to address demanding infusion process technical challenges whilst reducing costs [10].
| RIFT_2 | Through-plane flow from a flow medium or scored core |
- RIFT2: through-plane flow from a flow medium or scored core

Figure 2: Schematic representation of the resin infusion flow medium and through-plane flow process
[the bagging film (above) and mould tool (below) are omitted for clarity]
EADS Deutschland have developed the Vacuum Assisted Process, VAP®, which is protected by several worldwide patents to enable the manufacture of cost-efficient primary aircraft structures.
VAP® technology uses the Gore Composite Manufacturing Membrane (GCM) which is a barrier to resin but permeable to gas and air,
to allow uniform vacuum distribution and degassing during cure of the infused resin. This is claimed to result in a more robust process, minimal potential for dry spot formation, very low void content,
more uniform part thickness and improved dimensional tolerances. VAP® has been successfully applied in integrated stringer technology on the cargo door for the Airbus A400M military transport aircraft. Gardiner [11] has reviewed the use of liquid-blocking air-permeable semi-permeable membranes (SPM) in the context of infusion. Friedrich [12] reported that the membrane has now been replaced with a polyurethane alternative.
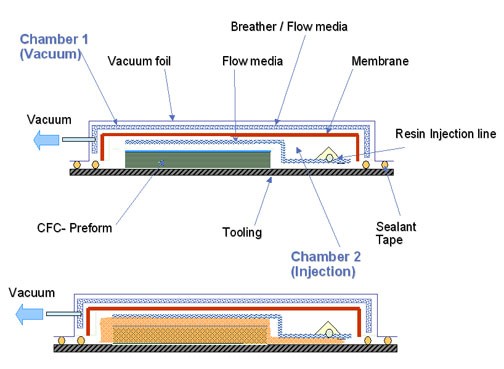
Figure 3: Schematic of the EADS VAP® technique before (top) and after (below) resin infusion
(reproduced with the permission of EADS.
Original image URL).
| RIFT_3 | Resin film infusion (RFI) |
- RIFT3: resin film infusion (RFI)

Figure 4: Schematic representation of the resin film infusion process
[the bagging film (above) and
mould tool (below) are omitted for clarity].
This process is occasionally referred to as the Integrated Bleeding/Breathing Manufacturing Process (IBMP).
| RIFT_4 | Partially pre-impregnated materials |
- RIFT4: partially pre-impregnated materials

Figure 5: Schematic representation of the ‘semi-preg’ infusion process
[the bagging film (above) and mould tool (below) are omitted for clarity].
Commercial RIFT4 systems include:
- Cytec Carboform: resin impregnated random mat between the two fabric layers
- Hexcel Composites HexFITTM: film of prepreg resin combined with dry reinforcements
- SP Systems SPRINT®: SP Resin Infusion New Technology: resin between two fabric layers
- Umeco (ACG) ZPREG: resin stripes on one side of fabric
and Grunenfelder et al [13] have proposed a prepreg, known as USCpreg, with through-thickness permeability achieved by partial coating of both surfaces of the reinforcement with dry fibres in the core of the prepreg.
General comments
A key feature of infusion processes is that, unlike the fixed cavity in RTM, the thickness of the component normally varies with the local pressure. The pressure is in turn is a function of the pressure history and the position of the resin flow front. Williams et al [14] have reported some initial RIFT1 experiments to characterise this variation.
RIFT2 processes are commonly referred to as SCRIMPTM (Seeman Composites Resin Infusion Molding Process: a process patented in the United States of America, but challenged by prior art in Europe). A number of companies have signed up for SCRIMPTM licences as the technical support costs can be justified against potential scrap costs without such help. The Advanced Composites Manufacturing Centre has undertaken a similar role in guiding their clients to effective implementation of the
process.
van Oosterom et al [15] have conducted an objective comparison of common vacuum assisted resin infusion processes (VARTM, SCRIMP, CAPRI, DBVI, VAP and PI). They found "no significant difference in void content between methodologies once the best process parameters had been established, with the exception of PI which resulted in a significant increase". Bodaghi et al [16] have undertaken an experimental comparative study of the variants of high-temperature vacuum-assisted resin transfer moulding.
Govignon et al [17] have described a fully instrumented resin
infusion to acquire experimental data while varying key parameters during both
the filling and the post-filling stages. Full field thickness variations were
monitored using digital speckle stereophotogrammetry. In-mould resin pressures,
flow front progression, and incoming resin flow rate were also measured.
The system enabled the calculation of transient changes in local permeability
across the preform.
Gardiner [18] has described a double-bag infusion technique
with a "venting layer" between the bags developed by Russell Ermanis which, in
combination with tight process control, is claimed to enable repeatable fibre
volumes of 60-70% and low void volume fractions.
Gardiner and Brandis [19] explored the causes of resin volatilization and recommended the following process steps:
- pull full vacuum on the laminate stack perform.
- wait until all moisture and air in the preform are evacuated, evidenced by vacuum gauge reading -999 mbar.
- carry out a leak check starting with -985.3 mbar minimum and achieving a loss of no more than 33 mbar in 15 minutes.
- degas mixed resin under gauge vacuum pressure of -999 mbar for five minutes.
- infuse with controlled (throttled) resin feed 969 mbar minimum.
- try to maintain temperature between 21-30°C during and after the preform is wet out.
- measure mould temperature, consult water boiling point chart, and lower vacuum pressure accordingly to prevent resin/water boiling.
- clamp off resin supply.
- monitor resin temperature with an infrared thermometer, and adjust vacuum pressure if you observe boiling.
- maintain vacuum until resin gels.
Kessels et al [20] have presented a short overview of
all previous modelling effort for RIFT processes. They developed a fully
transient 2½D flow model using Darcy’s law, a flexible CV height and different wet and dry preform
compaction properties to predict mould filling. A fluid presence function
was used for flow front tracking and for pressure prediction in the partially
filled cells.
Harper [21] has described the use of reusable vacuum membranes for infusion processes and suggests that the economic (higher quality with lower skills) and environmental advantages will lead to increased use of this technology.
Typical components produced by resin infusion processes include Lotus car bodies, the
cab of the InterCity 125 train, bulkheads for Vosper Thornycroft mine
sweepers/hunters, Westerly yachts, NEG Micon wind-turbine blades.
Double diaphragm infusion techniques
There is a technique whereby dry fabric is placed between two elastomeric membranes, resin is infused into the fabric and then the ‘sandwich’ is vacuum-formed over a mould. This is known as
Double RIFT Diaphragm Forming (DRDF) [22, 23] or Resin Infusion between Double Flexible Tooling (RIDFT) [24-27].
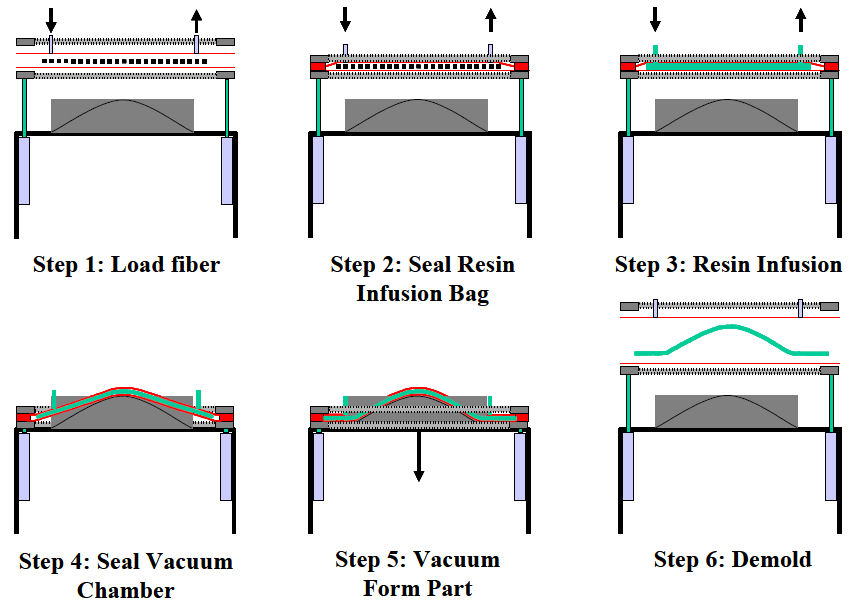
Figure
6: Schematic representation of the Resin Infusion between Double Flexible Tooling (RIDFT). Reproduced from [22] with the permission of Okenwa Okoli.
Large structures
Infusion techniques have been used to produce large composite structures, including boat and ship hulls:
- The Oyster OM125 superyacht [28-31] produced in partnership with RMK Yachts in Turkey was claimed at the time to be the largest one-shot infusion with 11 tonnes of reinforcement and 3 tonnes of balsa core infused with 6.3 tonnes of vinylester resin in 2010.
- Princess Yachts have recently produced 35 m (115 foot/break-out video) [32] and 40 m (130 foot) [33] hulls.
- Test panels (6 x 10 x 8.5 m L x W x H) for the SNSZ Shipyard (St Petersburg, project 12700 Alexandrit) minesweeper hull (62 m long by 10 m high) were infused on two adjacent days using two 5m high shots of vinyl ester resin: 14865 kg in 172 minutes (2h52) followed by 6065 kg in 151 minutes (2h31m) [31, 34]. Teun de Vries - The Neva Giant 6.5 minute video.
- The 57m Christensen 186 all-composite motor yacht which was scheduled for "completion 2011" but not obviously out-of-the-mould in March 2016!.
Examples of infused bridge structures
are the 22.6 m Moscow footbridge in Russia, the 44 m Madrid footbridge which won
the Civil Engineering category of the JEC Innovation Awards 2011 and the 47
metre span Halgavor suspension bridge in Cornwall.
Zulaika [35] reported that the Bombardier C-Series 100 flew its maiden voyage on 16 September 2013 in Montreal. The composite aircraft wing is claimed as the first use of resin transfer infusion. The wing is expected to need fewer inspections due to better corrosion resistance and fatigue strength. The CS100, and the larger CS300, are anticipated to provide a 15% operating cost advantage, a 20% fuel burn advantage and to be significantly quieter than other airliners in the 100 to 150 seat market. More information is available at the CompositesWorld website.
References
- CD Williams, J Summerscales and SM Grove, Resin infusion under flexible tooling (RIFT): a review, Composites Part A: Applied Science and Manufacturing, July 1996, 27A(7), 517-524. MooDLE.
- D Cripps, T J Searle and J Summerscales, Open Mould Techniques for Thermoset Composites, In R Talreja and J-A Månson (editors): Comprehensive Composite Materials Encyclopædia, volume 2: Polymer Matrix Composites, Elsevier Science, Oxford, July 2000, Chapter 21, pp 737-761. ISBN 0-08-043725-7. MooDLE. This text also covers hand lamination, vacuum bagging and spray techniques.
- J Summerscales and T J Searle, Review: Low pressure (vacuum infusion) techniques for moulding large composite structures, Proc IMechE Part L: Journal of Materials: Design and Applications, February 2005, L219(1), 45-58. MooDLE.
- SW Beckwith, Resin Infusion Technology * Part 1 - Industry highlights * Part 2 - Process definitions and industry variations * Part 3 - A detailed overview of RTM and VIP infusion processing, SAMPE Journal, 2007, 43(1), 61 and 43(3), 46 and 43(4), 6 & 66-70.
- J Summerscales, Resin Infusion Under Flexible Tooling (RIFT). Encyclopedia of Composites – second edition, John Wiley & Sons, 2012, 2648-2658. MooDLE.
- A Hindersmann, Confusion about infusion: an overview of infusion processes, Composites Part A: Applied Science and Manufacturing, November 2019, 126, 105583.
- VR Tamakuwala, Manufacturing of fiber reinforced polymer by using VARTM process: A review, Materials Today: Proceedings, 2021, 44(1), 978-993.
- D Abraham and R McIlhagger, A review of liquid injection techniques for the manufacture of aerospace composite structures, Polymers and Polymer Composites, first publication online, 04 May 2023.
- C Schillfahrt, Optical permeability measurement on tubular braided reinforcing textiles, 20th International Conference on Composite Materials (ICCM-20), Copenhagen, 22 July 2015.
- Hidden resin flow channel is revealed at JEC for the first time, JEC News, 26 February 2016, accessed 02 March 2016.
- G Gardiner. Semipermeables: next trend in infusion?, Composites Technology, February 2014, 20(1), 15-17.
- M Friedrich, Vacuum Assisted Process® – technology for large aerostructure components, 12th International Conference on Flow Processes in Composite Materials (FPCM-12), Enschede (NL), 14-16 July 2014, Keynote II (no abstract).
- LK Grunenfelder, S Katz, T Centea and S Nutt, Through-thickness permeable prepreg for robust vacuum bag only processing, SAMPE Journal, May/June 2018, 54(3), 38-44.
- CD Williams, SM Grove and J Summerscales,
Compressive response of fibre reinforced plastics plates during manufacture by the resin infusion under flexible tooling method, Composites Part A: Applied Science and Manufacturing, 1998, 29A(1/2), 111-114. MooDLE.
- S van Oosterom, T Allen, M Battley and S Bickerton, An objective comparison of common vacuum assisted resin infusion processes, Composites Part A: Applied Science and Manufacturing, October 2019, 125, 105528.
- M Bodaghi, R Costa, R Gomes, J Silva, N Correia and F Silva, Experimental comparative study of the variants of high-temperature vacuum-assisted resin transfer moulding, Composites Part A: Applied Science and Manufacturing, February 2020, 129, 105708.
- Q Govignon, S Bickerton, J Morris and PA Kelly, Full field monitoring of the resin flow and laminate properties during the resin infusion process, Composites Part A: Applied Science and Manufacturing, September 2008, 39(9), 1412-1426.
- G Gardiner, Double bag infusion: 70% fiber volume?, Composites Technology, December 2010, 16(6), 54-56.
- G Gardiner and S Brandis, Keeping liquids liquid, Professional BoatBuilder, August/September 2011, (132), 50-60.
- JFA Kessels, AS Jonker and R Akkerman, Fully 2½D flow modeling of resin infusion under flexible tooling using unstructured meshes and wet and dry compaction properties, Composites Part A: Applied Science and Manufacturing, January 2007, 38(1), 51-60.
- A Harper, Reusable vacuum membranes do save money, Reinforced Plastics, November/December 2016, 60(6), 380-386.
- KJ Channer, W Cosgriff and GF Smith, DRDF (double RIFT diaphragm forming) volume automotive manufacture of structural composites. In Sixth International Conference on Automated Composites, Institute of Materials, Bristol, 23–24 September 1999, 273–279.
- KJ Channer, W Cosgriff, GF Smith and OI Okoli,
Development of the
double RIFT diaphragm forming process, Journal of Reinforced Plastics
and Composites, 2002, 21(18), 1629-1635.
- JR Thagard,
Investigation and development of the resin infusion between double flexible tooling (RIDFT) process for composite fabrication, PhD thesis, Florida State University, 2003.
- JR Thagard, OI Okoli, Z Liang, H-P Wang and C Zhang, Resin Infusion between Double Flexible Tooling: prototype development, Composites Part A: Applied Science and Manufacturing, 2003, 34, 803–811.
- JR Thagard, OI Okoli and Z Liang, Resin infusion between double flexible tooling: evaluation of process parameters, Journal of Reinforced Plastics and Composites, November 2004, 23(16), 1767-1778.
- N Toro, OI Okoli and H-P Wang, In-mould coating of
composites manufactured by resin infusion between double flexible tooling
process, Journal of Reinforced Plastics and Composites, 2005, 24(7),
725-733.
- U Ustunel, Signature marine projects and record-breaking super yacht, JEC Composites magazine, November-December 2011, (69), 12-13.
- J Kavanagh, Turkish teamwork, ww.superyachtbusinessnet.com, April 2010, 60-66.
- Oyster: Construction, accessed on 08 May 2014.
- A Koorevaar, Flow analysis software for RTM: design and applications, 12th International Conference on Flow Processes in Composite Materials (FPCM-12), Enschede (NL), 14-16 July 2014, Keynote III.
- Princess M Class update: new 115 ft 35M released from mould, 25 April 2014, accessed on 08 May 2014.
- Princess complete first 40 metre hull, 29 April 2011, accessed on 08 May 2014.
- G Gardiner, Pushing the limits of infusion, Composites World blog, 29 January 2014.
- MM Zulaika, C-Series completes first flight with resin infused wings. A turning point in commercial aviation?, LinkedIn Composites Group, 03 October 2013.
Recommended reading
- Anonymous, Vacuum Infusion - The Equipment and Process of Resin Infusion, accessed on Friday 16 March 2012 at 19:48
- Vacuum infusion strategies for a yacht hull,
http://www.lightweight-structures.com/index.php?option=com_content&task=view&id=29 accessed on 31 August 2006 at 17:01 (based on the paper by A Hoebergen, E van Herpt and M Labordus, The manufacture
of large parts using the vacuum injection technique: practical strategies for boat building used in the manufacture of the Contest 55, 20th Jubilee International Conference of SAMPE Europe, Paris, 13-15 April 1999).
Return to MATS 347 home page
Updated by John Summerscales on
06-Oct-2023 17:07. Terms and conditions. Errors and omissions. Corrections.

{kind=link}